简体中文
简体中文 English
English русский
русский Español
Español Français
Français عربى
عربى Português
Português 日本語
日本語 italiano
italiano Nederlands
Nederlands Polskie
Polskie
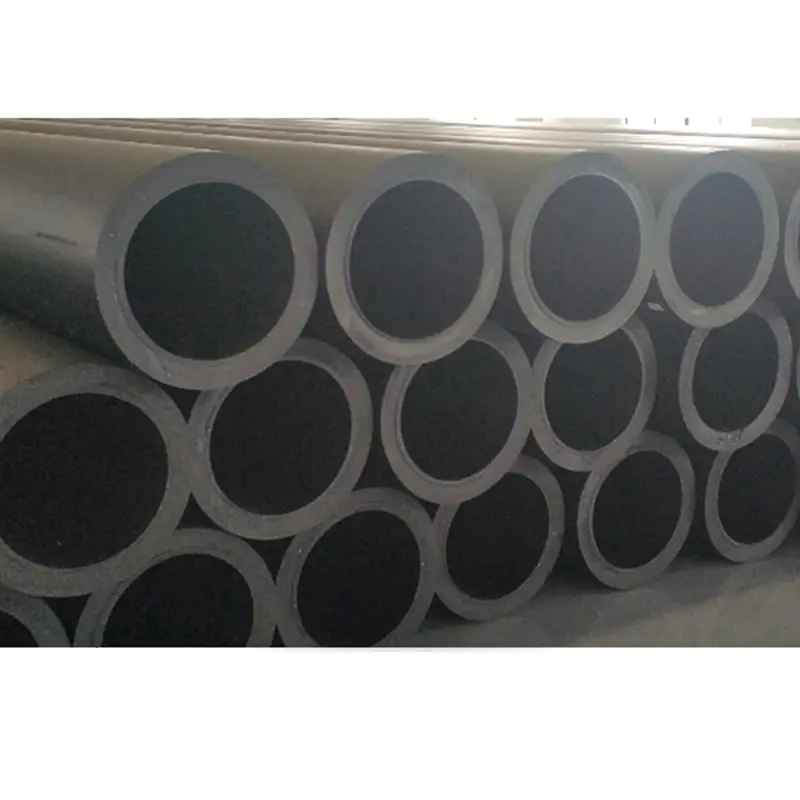
Tubi in polietilene ad alta densità (HDPE). hanno guadagnato popolarità nel trasporto chimico industriale grazie alla loro eccezionale resistenza chimica, flessibilità e lunga durata. A differenza dei tubi metallici, i tubi in HDPE sono resistenti alla corrosione, alle incrostazioni e alla maggior parte dei prodotti chimici industriali, rendendoli la scelta ideale per il trasporto sicuro di acidi, alcali e altri fluidi corrosivi. La loro natura leggera e la facilità di installazione ne migliorano ulteriormente l'idoneità per le applicazioni industriali in cui l'affidabilità e la bassa manutenzione sono fondamentali.
Contenuto
Resistenza chimica dei tubi in HDPE
I tubi in HDPE sono realizzati in polietilene ad alta densità, un polimero che presenta un'eccellente resistenza a un'ampia gamma di sostanze chimiche, inclusi acidi forti, alcali e solventi organici. Questa resistenza chimica garantisce il mantenimento dell'integrità del tubo anche durante il trasporto di sostanze aggressive per periodi prolungati. La superficie non reattiva dell'HDPE previene la contaminazione e il degrado, fornendo un ambiente sicuro e stabile per il trasporto chimico.
Inoltre, i tubi in HDPE non si corrodono come i tubi in acciaio o ferro, eliminando il rischio di perdite o guasti dovuti ad attacchi chimici. Questa durabilità riduce i costi di manutenzione e migliora l'affidabilità complessiva dei sistemi industriali.
Durabilità e longevità
I tubi in HDPE sono estremamente durevoli e possono resistere a condizioni industriali difficili, tra cui alta pressione, urti e variazioni di temperatura. La flessibilità intrinseca del materiale gli consente di assorbire urti e vibrazioni senza fessurazioni o rotture, il che è particolarmente importante nelle applicazioni di trasporto chimico in cui l'integrità dei tubi è fondamentale.
La durata prevista dei tubi in HDPE nelle applicazioni di trasporto chimico spesso supera i 50 anni in condizioni operative adeguate. Questa longevità, combinata con requisiti minimi di manutenzione, rende i tubi in HDPE una soluzione economicamente vantaggiosa per gli impianti industriali.
Compatibilità con prodotti chimici industriali
I tubi in HDPE sono compatibili con un ampio spettro di prodotti chimici industriali, tra cui acido solforico, acido cloridrico, idrossido di sodio e vari solventi. Tuttavia, la compatibilità dipende da fattori quali la concentrazione chimica, la temperatura e la durata dell'esposizione. Gli ingegneri in genere fanno riferimento alle tabelle di compatibilità chimica e alle linee guida del produttore per garantire un uso sicuro ed efficace dei tubi in HDPE in specifiche applicazioni di trasporto chimico.
Inoltre, la superficie interna liscia dell'HDPE previene l'accumulo e la formazione di incrostazioni, mantenendo portate costanti e riducendo al minimo il rischio di blocchi o contaminazione.
Vantaggi per la sicurezza e l'ambiente
L'utilizzo di tubi in HDPE per il trasporto di prodotti chimici migliora la sicurezza sul posto di lavoro riducendo la probabilità di perdite, sversamenti e guasti legati alla corrosione. La resistenza dell’HDPE alla fessurazione e la sua flessibilità sotto stress riducono al minimo il rischio di rilasci accidentali di sostanze chimiche pericolose, proteggendo i lavoratori e l’ambiente.
Dal punto di vista ambientale, i tubi in HDPE sono riciclabili, contribuendo a pratiche industriali sostenibili. La loro lunga durata e la resistenza alla degradazione chimica riducono inoltre la frequenza di sostituzione dei tubi e i relativi rifiuti.
Vantaggi di installazione e manutenzione
I tubi in HDPE sono leggeri e facili da maneggiare, riducendo i tempi di installazione e i costi di manodopera. Possono essere uniti mediante fusione a caldo o raccordi meccanici, garantendo connessioni prive di perdite adatte al trasporto di prodotti chimici. A differenza dei tubi metallici, l'HDPE non richiede rivestimenti o protezione catodica, semplificando la manutenzione e riducendo le spese operative.
Inoltre, la flessibilità dei tubi in HDPE consente lunghi percorsi continui con meno giunti, riducendo ulteriormente al minimo i potenziali punti di perdita e migliorando l'affidabilità complessiva del sistema.
Applicazioni in tutti i settori
I tubi in HDPE sono ampiamente utilizzati in settori quali la produzione chimica, il trattamento delle acque, i prodotti farmaceutici e la lavorazione alimentare. Trasportano una varietà di sostanze chimiche tra cui acidi, basi, soluzioni saline ed effluenti corrosivi. Inoltre, i tubi in HDPE vengono utilizzati per il trasporto di liquami chimici e sistemi di acque reflue industriali dove la resistenza chimica e la durata sono essenziali.
La loro versatilità consente loro di essere installati sia in applicazioni fuori terra che sotterranee, adattandosi a diversi layout di tubazioni e condizioni ambientali.
Confronto tra tubi in HDPE e materiali tradizionali
| Caratteristica | Tubo in HDPE | Tubo d'acciaio | Tubo in PVC |
| Resistenza chimica | Eccellente | Moderato (si corrode) | Buono (alta temperatura limitata) |
| Durabilità | Alto (flessibile, resistente agli urti) | Alto (rigido, incline alla corrosione) | Moderato (fragile a bassa temperatura) |
| Installazione | Fusione leggera e facile | Pesante, è necessaria la saldatura | Saldatura leggera con solvente |
| Manutenzione | Minimo | Alto (corrosione, rivestimento) | Moderato (problemi comuni) |
Conclusione
I tubi in HDPE sono particolarmente adatti al trasporto chimico industriale grazie alla loro resistenza chimica, durata, flessibilità e facilità di installazione. Forniscono un'alternativa sicura, economica ed ecologica ai tubi in metallo e ad altri tubi in plastica, supportando un'ampia gamma di applicazioni nei settori chimico, farmaceutico, alimentare e di trattamento delle acque. Scegliendo i tubi in HDPE, gli operatori industriali possono garantire un trasporto affidabile di sostanze chimiche con una manutenzione minima e un rischio ridotto di perdite o contaminazione.